Технология судостроения — современный взгляд

Тысячу лет назад в современных Сиракузах в ванне сидел изобретатель пытавшийся узнать, сделана ли королевская корона из чистого золота. В конце концов, он нашел ответ, выскочил из ванны, и голышом побежал по улице, оглашая окрестности знаменитым теперь возгласом «Эврика». Так из истории Архимед открыл основополагающий закон физики – на тело частично или полностью погруженное в воду действует сила, равная массе воды вытесненной этим телом. Вес тела выступает в роли давления, направленного вниз и может противодействовать давлению воды направленному вверх; если две эти силы равны тело плывет. Благодаря закону Архимеда человек получил возможность строить корабли любого размера из любого материала, а закон остается основной формулой при расчетах этих показателей.
Современная технология судостроения разделяется на несколько этапов.
Конструкторская подготовка
В период конструкторской подготовки производства разрабатывают проект судна. Разработку проекта корабля, как правило, проводят в четыре этапа:
1. Техническое предложение
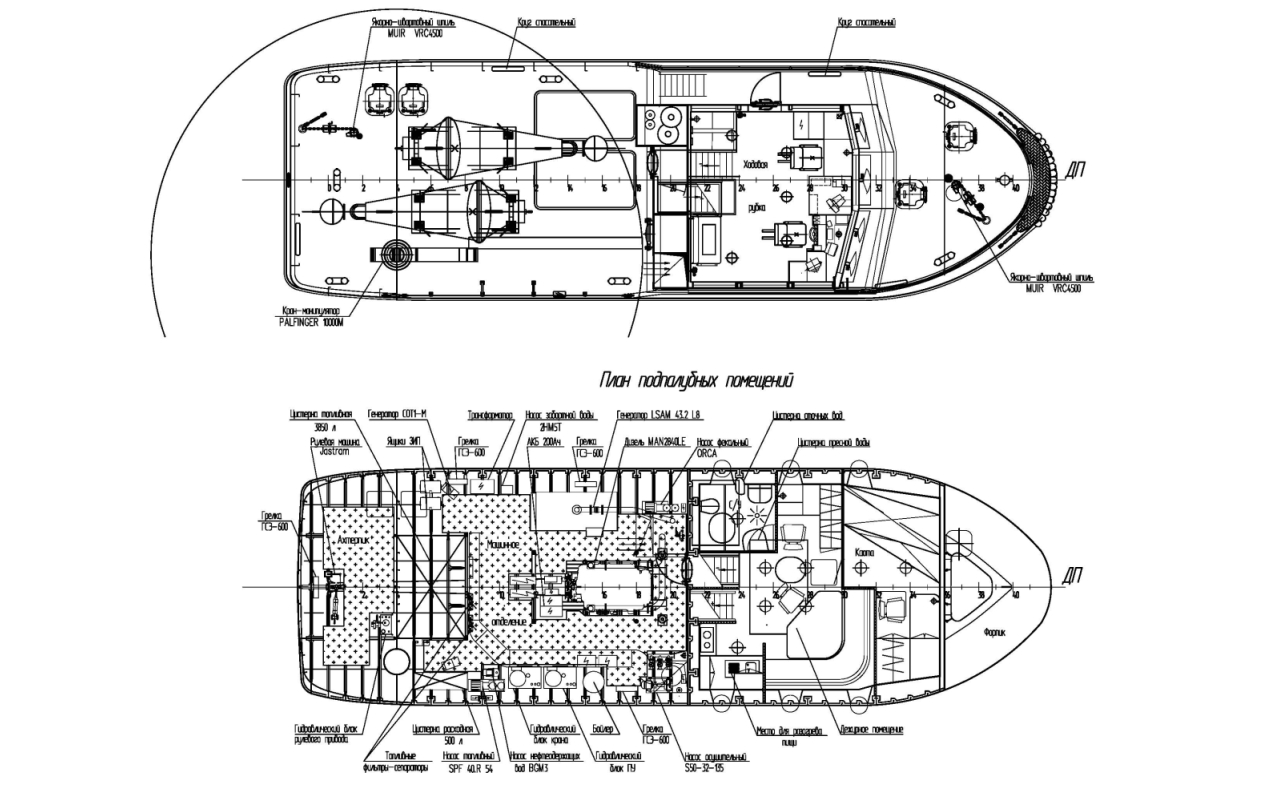
Техническое предложение содержит: схемы общего расположения судна, мидель-шпангоута, расположения механизмов в машинном отделении, расположения специальных устройств и эксплуатационно-экономический расчет.
2. Эскизный проект
Эскизный проект содержит чертежи общего расположения судна, теоретический чертеж, конструктивный мидель-шпангоут, расчеты весовой нагрузки.
3. Технический проект
Технический проект содержит: договорную документацию (чертежи общего расположения судна, спецификации по общесудовой, корпусной и механической части, системам и электрооборудованию), проектную документацию (чертежи по общесудовой и корпусной части), чертежи по механической части (установка главных двигателей и валопровода и схемы трубопроводов), чертежи общесудовых систем, чертежи электрооборудования, расчеты прочности по теории корабля, весовой нагрузки.
4. Рабочий проект
Рабочий проект содержит: рабочие чертежи и всю технологическую документацию, объем которой устанавливает предприятие-судостроитель в зависимости от степени подготовленности производства, от типа и размерений судна, размера серии и прочих данных. В состав рабочего проекта входят разрабатываемые вновь, а также типовые, обезличенные и нормализованные чертежи.
При конструкторской подготовке производства осуществляется унификация оборудования и материалов, решаются вопросы о технологичности конструкций и ремонтопригодности судна, обосновывается метод его постройки и производится разбивка корпуса на секции. Существует несколько способов сборки корпуса судна на стапеле: подетальный, секционный и блочный.
При подетальном способе предусматривается сборка корпуса на стапеле из отдельных деталей. Производственный цикл стапельной сборки корпуса судна в этом случае очень длительный. Сокращают его применением секционного и особенно блочного способов, обеспечивающих: расчленение процесса сборки на предварительную и стапельную; перенос значительной части корпусосборочных работ в цех; применение автоматической и полуавтоматической сварки; установку оборудования в секции и блоки.
При секционном способе формируют корпус на стапеле преимущественно из предварительно собранных плоскостных, полуобъемных или объемных секций. Плоскостные секции состоят из полотнища плоского или с прогибью не больше меньшего размера секции в плане с приваренным к нему с одной стороны набором одного или двух направлений. Полуобъемными называют такие секции, у которых стрелка прогиба полотнища меньше размера секции в плане. Объемными считают такие секции, высота балок набора которых превышает меньший размер секции в плане.
При блочном способе корпус судна на стапеле собирают из блоков судна или блоков секций. Блок представляет собой часть корпуса судна, по возможности ограниченную конструкциями, образующими замкнутые отсеки, с установленными механизмами, трубопроводами, изоляцией. Его собирают из плоскостных секций днища, бортов, палубы и переборок, полуобъемных и объемных секций. При разбивке корпуса на секции учитывают производственные, конструктивные и технологические факторы.
Разбивка корпуса судна на плазе
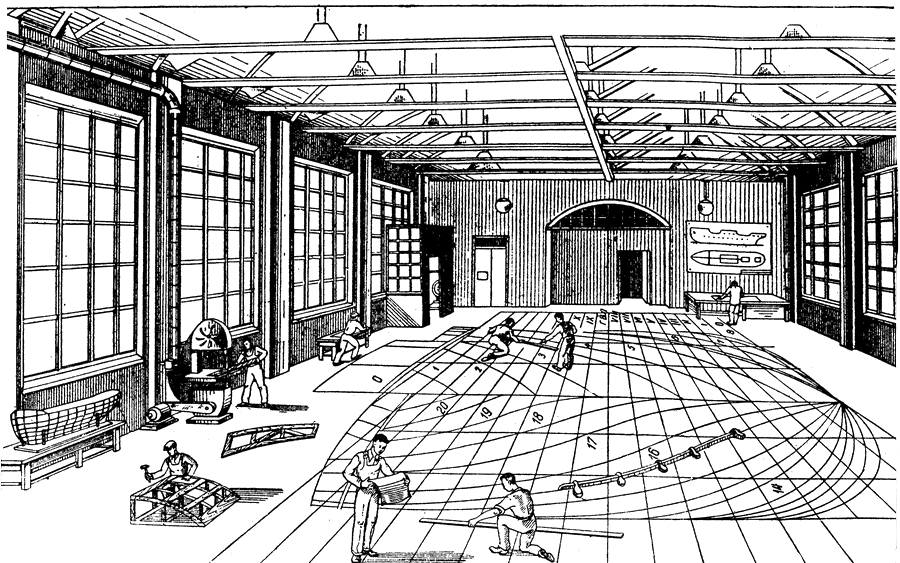
Конструкторские бюро обычно выполняют чертежи корпусов судов в масштабе 1:25, 1:50 или 1:100. При изготовлении деталей и конструкций корпуса по таким чертежам неизбежны масштабные ошибки. Кроме того, эти чертежи не всегда содержат все данные, необходимые для определения точной формы и размеров деталей и конструкций, так как, например, теоретические чертежи выполняют лишь по части сечения шпангоутов, ватерлиний и батоксов. Поэтому на плазе предприятия вычерчивают теоретический чертеж корпуса судна в натуральную величину в трех проекциях. Используя такой чертеж, снимают плазовые данные, заносят их в таблицы, вычерчивают эскизы или изготовляют необходимую оснастку для выполнения корпуснозаготовительных, корпусносборочных и других работ. Плазовые работы — ответственная операция. Недостаточная точность их выполнения может привести к браку.
Плаз представляет собой помещение со специально подготовленным ровным полом, обычно набранным из деревянных квадратных брусков или уложенных на ребро досок, которые чисто строгают, выверяют по шергеню во всех направлениях, грунтуют, шпаклюют и окрашивают масляной краской серого цвета. Плаз должен иметь хорошее естественное и искусственное освещение, и в нем должны поддерживаться постоянные температура и влажность. При разбивке корпуса судна на плазе используют теоретический чертеж корпуса, таблицу плановых ординат, чертеж растяжки наружной обшивки, схему разбивки корпуса на секции и рабочие чертежи секций.
Изготовление корпусных деталей

Все корпусные детали разбиты на группы по принципу однородности операций. За основу классификации принимают обычно следующие признаки:
- толщину исходного материала;
- конфигурацию контура деталей;
- наличие и вид погиби;
- наличие вырезов и отверстий;
- наличие разделки кромок под сварку.
Существуют различные классификаторы корпусных деталей, согласно которых все корпусные детали разбиты на типовые классы и группы. В зависимости от конкретных условий некоторые группы могут быть объединены. На основе принятой разбивки определяют маршрутную технологию обработки деталей и выбирают необходимое оборудование. Весь листовой и профильный металл, применяемый при постройке судов, должен иметь ровную поверхность, так как неровности затрудняют выполнение разметки и резки деталей, а также сборки и сварки корпусных конструкций. Стрелки прогиба листов толщиной 1,5-5 мм не должны превышать 3 мм на метр длины, а у листов толщиной 6-18 мм допускаются до 2,5 мм на метр длины. Профили не должны иметь отклонений от прямолинейности более 2 мм на один метр и более 8 мм на всю длину полосы.
Однако, поступающий на заводы листовой и профильный металл, из-за наличия внутренних напряжений, вызванных неравномерностью охлаждения при прокатке, а также вследствие механических воздействий при транспортировке и погрузочно-разгрузочных работах, как правило, бывает неровным, листы имеют волнистость по длине, местные выпуклости и серповидную кривизну, а профили — винтообразную кривизну и волнистость. Листы и профили, волнистость которых превышает допустимую, правят. У деформированных листов и профилей одна часть волокон вытянута, а другая укорочена, и правка их сводится к выравниванию волокон по длине за счет сжатия вытянутых или растяжения укороченных. Так как растянуть волокна проще, чем сжать, правка листов и профилей основана на принципе растяжения волокон.
Правку выполняют вручную на плите ударами кувалд главным образом профильного металла или механизированными методами, самым распространенным из которых является правка на многовалковых листоправильных вальцах.
Сильно деформированные листы из тонколистовой стали правят на более толстом подкладном листе. Иногда ИСПОЛЬЗУЮТ одновременно подкладной лист и полосовые прокладки. Технология правки листов в листоправильных вальцах регулярно совершенствуется.
Технология очистки корпусного металла

Для сохранности корпусов судов в надлежащем техническом состоянии в течение установленного срока службы все поверхности корпусных конструкций должны быть защищены от коррозии. Это достигается их грунтовкой и окраской. Однако поступающий на заводы листовой и профильный металл покрыт прокатной окалиной и образующейся при транспортировке и хранении ржавчиной. Поэтому весь корпусный металл должен быть очищен.
Наиболее производительна очистка корпусного металла химическим и дробеметным способами.
При химическом способе очистки с поверхности металла при травлении в соответствующих растворах удаляются окислы.
Оборудование участка химической очистки металла состоит из последовательно расположенных ванн, заполненных соответствующими растворами, кассет для загрузки металла в ванны и устройства для сушки очищенных листов. Большого распространения химический способ очистки не получил из-за трудности нейтрализации сточных вод. Дробеметный способ очистки заключается в очистке поверхности выбрасываемой металлической дробью под действием высокой центробежной силы. Ударяясь, она удаляет с поверхности металла имеющиеся на ней загрязнения, ржавчину и окалину. После дробеметной обработки поверхность металла приобретает чистый равномерно-шероховатый вид.
Технология резки корпусных деталей
гильотинные ножницы

После нанесения разметки корпусных деталей с помощью шаблонов и фотопроекционным способом осуществляется резка деталей. Существует два способа резки корпусных деталей: механический и тепловой. Механическую резку выполняют на ножницах — гильотинных, дисковых, вибрационных и пресс-ножницах.
резка металла лазерной установкой

Тепловая резка основана на сгорании металла, нагретого до температуры воспламенения в струе чистого кислорода и удалении этой струей образующихся окислов. Для нагрева металла используют пламя горючих газов.
Предварительная сборка и сварка корпусных конструкций

Сборочно-сварочные процессы состоят из нескольких основных операций: разметки мест установки деталей; первичного наведения деталей и проверки их положения; причерчивания для удаления припусков; совмещения кромок и закрепления деталей на прихватки или механическим способом; сварки швов и контроля их качества, а также некоторых дополнительных операций: тепловой резки или пневматической рубки при подгонке для удаления припусков; проверки положения и контроля установки деталей и узлов; правки конструкций после сварки.
Целью сборки корпусных конструкций является закрепление собираемых частей конструкции. Сварку соединений в конструкции выполняют в основном механизированными способами (автоматическая сварка под слоем флюса, полуавтоматическая сварка в среде С02 и порошковой проволокой, электрошлаковая, односторонняя сварка с формированием обратного шва). На всех этапах сборки и сварки выполняют проверку положения (контроль) деталей и узлов.
Узловая сборка и сварка

Наиболее простыми элементами предварительной сборки корпуса являются узлы — технологически законченные части конструкции, из которых в последующем собирают и сваривают секции или корпус судна. Узлы состоят из двух и более деталей, составляющих балочные, фундаментные, рамные и бракетные конструкции, а также листовые полотнища. Изготовление их сравнительно легко поддается механизации и автоматизации, в особенности для корпусов плоскодонных судов с большой цилиндрической частью. Для изготовления узлов, в зависимости от степени механизации, существуют следующие способы: свободная сборка и сварка; кондукторная сборка и сварка; станочная сборка и сварка; сборка на поточных линиях.
Свободную сборку узлов можно выполнять на универсальных сборочных плитах или просто на ровных площадках цеха. Целесообразность такой сборки может быть оправдана только экономическими соображениями — при очень малой серии строительства судов. В большинстве же случаев свободную сборку следует заменять на кондукторную или станочную, при которых экономия труда составляет более 40 процентов. При свободной сборке все операции выполняют вручную. При свободной сборке для качества изготовления применимы временные переносные приспособления (упоры, фиксаторы, струбцины).
Кондукторную сборку узлов, как правило, выполняют без разметки и прихватки элементов; при этом устраняется необходимость удерживать детали при наведении и проверке положения. Кондуктор — это приспособление или устройство, позволяющее закреплять детали узла относительно друг друга в нужном положении, стягивать и удерживать их от свободного перемещения во время сварки; строго контролировать геометрические параметры узла. При сборке в кондукторе уменьшаются сварочные деформации на 30 процентов по сравнению со свободной сборкой и сваркой узлов. При больших сериях строительства судов используют специализированные кондукторы, при малых — универсальные и быстро переналаживаемые.
Станочная сборка и сварка узлов является наиболее прогрессивной. Однако для ее осуществления требуются определенные условия и, прежде всего, достаточно большая серийность изделий. Станочное изготовление узлов отличается высокой производительностью, достигаемой за счет механизации операций, а также за счет совмещения сборки и сварки в единый процесс. Удельное значение механизируемых операций достигает 80 процентов, что позволяет повысить по сравнению с кондукторной сборкой производительность более чем в 2 раза.
Сборка и сварка секций

Сборка и сварка секций корпуса и надстроек — основные процессы постройки судна. Трудоемкость изготовления секций составляет более половины от общей трудоемкости сборки и сварки корпуса.
Расчленение корпуса на секции и установка их в удобное для сборки положение определили потребность в такой технологической оснастке, которая бы создавала базовую опору и фиксировала сложные обводы судового корпуса, обеспечивала взаимозаменяемость всех изготовляемых на ней секций. Основными видами оснастки для изготовления секций являются стенды и кондукторы, снабженные различными приспособлениями и переносными средствами механизации.
Изготовление блоков секций. Для сокращения стапельных работ, увеличения объема насыщения деталями, узлами и агрегатами механического оборудования судна отдельные плоскостные или полуобъемные секции и узлы собирают (формируют) в блоки секции. К этому типу также относятся и блоки надстроек, формируемые из плоскостных секций и палуб. Сборку и сварку блоков секции выполняют на опорных устройствах типа кильблоков или «клеток» на стапельных тележках и в стапель-кондукторах. Сварочных швов при изготовлении блоков сравнительно мало, поэтому сварочные деформации незначительны.
Способы сборки корпуса судна
При постройке судна существует несколько способов сборки корпуса судна.
Секционная сборка корпуса судна

Технология судостроения на стапеле из плоскостных и объемных секций включает комплекс установочно-проверочных работ. Установочные работы состоят из операций по раскреплению и перемещению секций, проверочные — по проверке положения конструкции. Значительная трудоемкость этих работ объясняется наличием технологических припусков, которые на стапеле необходимо размечать и обрезать. Наличие припусков по монтажным кромкам заставляет при сборке корпуса на стапеле дважды устанавливать и проверять положение каждой секции (для стыкования после обрезки припуска).
Блочная сборка корпуса судна
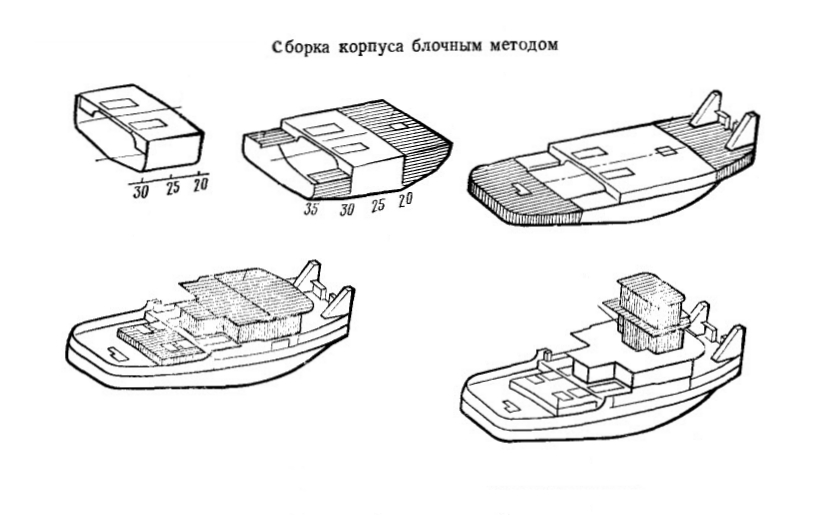
При блочном способе формирование корпуса в судостроении начинают с установки закладного блока, в состав которого входит машинное отделение судна, где необходимо произвести большой объем механомонтажных работ. В нос и корму от закладного блока последовательно пристыковывают остальные блоки. Формирование корпуса из плоскостных секций по отсекам является разновидностью блочного метода постройки. В качестве закладного также принимают наиболее насыщенный механизмами и системами отсек судна. Последующие блоки-отсеки формируют в нос и корму, присоединяя секции к закладному.
кольцевой кантователь

Наиболее рационален поточно-позиционный способ блочной постройки судов, который позволяет организовать ритмичное производство.
При строительстве судов в современной технологии судостроения применяют также смешанные секционно-блочный, секционно-подетальный и новые способы. Например, корпусы буксиров длиной до 53 м изготовляют из двух половин, разделенных по диаметральной плоскости. При сборке блоков состоящих из двух-трех секций сборка производится «бортом вверх». На стапеле обе половины с помощью кранов устанавливают в требуемое положение и сваривают по линии монтажного стыка. Суда небольшого водоизмещения собирают из максимально укрупненных элементов корпуса или моноблочным методом с помощью кольцевого кантователя.









